Чтобы изготовить металлические листья растений, со свежих листьев снимают отпечатки на восковой композиции следующим образом. В формочку из плотной бумаги заливают восковую композицию, дают ей остыть почти до полного отвердения, но с таким расчетом, чтобы поверхность ее была эластичной. Затем на поверхность воска накладывают листья и прижимают их стеклом. Когда стекло и листья снимают, на восковой композиции остается четкий отпечаток листьев.
После полного затвердения воска форму с отпечатком осторожно графитируют мягкой кистью. Установив проводники на форме, подвешивают груз и опускают ее в гальваническую ванну.
Для покрытия металлом насекомых (бабочек, жуков и т. п.) их соответствующим способом подготавливают: насекомых выдерживают в 1,5%-ном растворе сулемы, высушивают, покрывают лаком или тонким слоем воска. Затем поверхность нужно сделать токопроводящей, для этого ее при помощи кисточки смазывают жидкой кашицей из графита, разведенного на спирте или водке. После высыхания излишки графита удаляют.

После этого предмет подвешивают на нескольких тонких медных проволочках диаметром 0,1—0,2 мм, перекручивая или перевязывая их неоднократно крест-накрест (рис. 145), и помещают в гальванопластическую ванну. Для устранения плавучести в электролите бабочку, жучка и т. п. прикрепляют парафином к стеклу или кусочку пластмассы. Металл начинает откладываться прежде всего около медных проволочек, распространяясь очень медленно на всю остальную поверхность. Поэтому в начале процесса ток должен быть в несколько раз меньше нормального, когда же вся поверхность окажется «затянутой» металлом. Продолжительность процесса — несколько часов. Толщина покрытия может колебаться от 0,1 до 2 мм. Используя метод гальванопластики, можно металлизировать кружева Декоративно-художественного украшения различных предметов. Кружева растягивают на рамке и пропитывают парафином. Затем их проглаживают утюгом между листами бумаги для удаления излишков парафина. Далее наносят электропроводящий слой мелкого графита, избыток его тщательно сдувают с кружев. Проложив проводники по краю кружева, их крепят на пластмассовой рамке или рамке из толстого провода с хлорвиниловой изоляцией, вместе с которой кружева погружают в электролит.
Кружева, покрытые медью, обрабатывают латунной щеткой. Паяют их оловянно-свинцовым припоем.
Гальваностегическая отделка металлизированных кружев заключается в нанесении декоративного слоя серебра или золота или в оксидировании.
Гальванопластика — электромеханический способ копирования (получение точных копий изделий). Широко используется в технике при изготовлении матриц в полиграфии, пресс-форм для прессования грам пластинок и т. п. Этим способом изготовляют металлические сетки, ювелирные изделия, копии скульптур, гравюр, детали сложной конфигурации. Способ отличается исключительно высокой точностью воспроизведения рельефа изделия.
Гальваностегия — электрохимический процесс покрытия одного металла другим, более устойчивым в механическом и химическом„отношении, например, стальные детали покрывают хромом, никелем, медные — никелем, серебром или другими металлами.
В принципе гальванопластика не отличается от гальваностегии. Однако гальваностегические и гальванопластические процессы имеют свои особенности и отличаются прежде всего методами подготовки поверхности перед осаждением на нее металла.
В гальваностегии поверхность подготавливается так, чтобы покрытие прочно держалось на ней. В гальванопластике, наоборот, покрытие должно легко отделяться. Поэтому в последнем случае уделяется большое внимание нанесению токопроводящих слоев (в случае покрытия непроводников) и разделительных слоев (если копия получается с металла).
Далее, в то время как для гальваностегических покрытий используют многие металлы и сплавы (серебро, цинк, олово, никель, медь, хром и их сплавы), в гальванопластике обычно применяют лишь отложения меди, никеля и серебра и значительно реже — других металлов. В связи с тем что гальванопластические отложения отличаются от гальваностегических значительно большей толщиной, составы электролитов и режимы, применяемые в гальванопластике, также несколько отличаются от принятых в гальваностегии.
В гальванопластике Металл обычно наращивают не на металл, а на тонкий токопроводящий слой, нанесенный на поверхность непроводника, или на разделительный, плохо проводящий слой, нанесенный на металл, поэтому в технологический процесс вводят дополнительную по сравнению С гальваностегией операцию «затяжки» металлом — первичное наращивание металла на токопроводящий слой до полноге закрытия его. Составы электролитов для ванн затяжки и режим работы несколько отличаются от обычных.
Оборудование для гальваностегии ничем не отличается от оборудования, применяемого для гальванопластики.
В качестве гальванической ванны может быть использована любая стеклянная банка такого размера, чтобы покрываемый металлом предмет свободно в ней размещался и при этом не находился слишком близко от анодных пластин.
Удобнее всего пользоваться четырехугольными стеклянными банками (рис. 142).
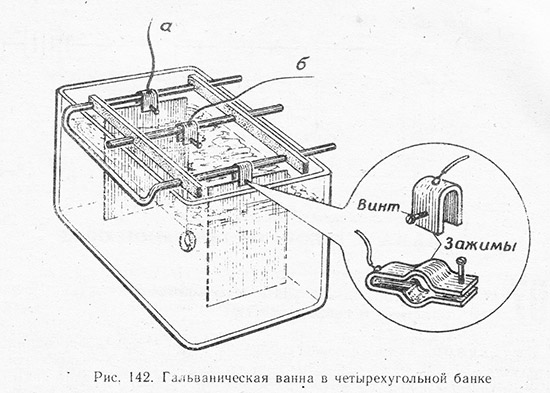
Из толстой медной проволоки или трубок делают поперечные перекладины, из которых две (а) служат для подвешивания никелевых или медных пластин — а н од о в, а третья (б) — для никелируемых или омедняемых предметов.
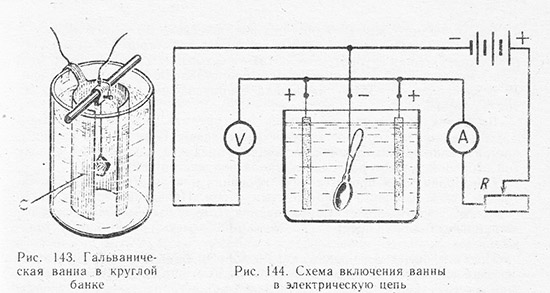
В круглой банке анодную пластину приходится сгибать в виде цилиндра (с) (рис. 143).
Покрываемые предметы подвешивают на медных проволоках. Анодных пластин должно быть две. Важно, чтобы покрываемые предметы были обращены к анодам своими наибольшими площадями и находились с ними примерно в параллельных плоскостях. Перекладины, к которым подвешиваются аноды и покрываемые предметы, необходимо снабдить клеммами для удобства и надежности соединения (см. рис. 142). Проволоки, которыми прикреплен анод к перекладине, должны находиться выше уровня электролита, особенно если они сделаны из другого металла. Анодные пластины включаются между собой параллельно и присоединяются обязательно к клемме «плюс» источника тока (аккумулятора или выпрямителя).
Аноды должны быть тщательно очищены от окислов, грязи и обезжирены, так же как и предметы, предназначенные для покрытия металлом.
Важным условием успешного никелирования и меднения является чистота. Если в электролите появилась легкая муть или образовался осадок, электролит необходимо профильтровать.
На рис. 144 показана схема включения гальванической ванны. В качестве источника тока можно использовать автомобильный аккумулятор или выпрямитель (напряжением 6—12 В), питающийся от сети переменного тока напряжением 127—220 В. К. схеме необходимо подключать вольтметр и амперметр. Если поверхность покрываемого предмета менее 2 дм", можно использовать миллиамперметр на 500.мА. Сопротивление реостата должно быть порядка 8—10 Ом, чтобы можно было изменять ток в пределах долей ампера.
При сборке электрической цепи ванны очень важно не спутать полюсы у аккумулятора или выпрямителя, так как анодные пластины должны быть обязательно подключены к положительному полюсу, а деталь (предмет) — к отрицательному. При неправильном включении будет «растворяться» металл детали или предмета, что приведет к порче электролита.
Ровное плотное покрытие предмета никелем или медью зависит от величины электрического тока, -не превосходящей известного предела и зависящей от площади поверхности предмета.
Например, если норма плотности тока равна 0,5 А на 1 дм2 и предмет имеет общую поверхность около 0,5 дм2, то ток не должен превышать, 0,5Х 0,5 = 0,25.А. При большем токе никель или медь будут откладываться темным, непрочным, легко отделяющимся слоем. Если предмет имеет заостренные части, плотность тока следует уменьшить в 2—3 раза. Предметы погружают в ванну под напряжением. Для этого их сначала подвешивают на медных голых проводниках диаметром 0,8—1 мм к перекладине (медная трубка), подключают к источнику электрического тока (при этом реостат включают на полное сопротивление) и опускают в ванну с электролитом. Затем, уменьшая сопротивление реостата, доводят ток до нормы.
Во время гальванизации деталь или предмет два-три раза вынимают из ванны на короткое время и осматривают. Если металл откладывается неравномерно, изменяют положение предмета, повернув его к аноду той стороной, на которой слой металла получается тоньше.
При правильном процессе никелирования никель откладывается матовым, повсюду ровным, серебристым слоем. Появление темных пятен свидетельствует о плохом обезжиривании. Тонкий слой металла откладывается на детали или предмете за 20—30 мин, толстый слой — за несколько часов.
Предмет, вынутый из ванны, как бы хорошо он ни был предварительно отполирован, имеет матовую поверхность. Для придания блеска его полируют тончайшим мелом (зубным- порошком) при помощи суконки. Можно также полировать крокусом, но очень осторожно, чтобы не повредить слой никеля.
Примечание. В любительских конструкциях широко применяется алюминий. Анодирование можно выполнять переменным током 12—24 В. Деталь (лист) полируют до зеркального блеска, протирают ацетоном и химически обезжиривают в растворе едкого натра 50 г/л. Время обезжиривания 3—5 мин, температура раствора 50° С.
Анодирование переменным током заключается в следующем.
Если анодируется деталь (лист), то она является первым электродом, а вторым может быть обработанная алюминиевая болванка или лист.
Контакты токоподводов обязательно должны быть алюминиевые. Электролитом служит 20%-ный раствор серной кислоты.
Условия анодирования следующие.
1. Для алюминия и плакированного дюралюминия плотность тока 1,5—2 А/дм2 при напряжении 12 В. Время анодировании 25—30 мин, температура электролита не выше 25° С.
2. Для неплакированного дюралюминия плотность тока 2—3 А/дм2 при напряжении 12-20 В. Время анодирования 20—25 мин, температура электролита — около 25е С.
ГАЛЬВАНИЧЕСКАЯ ВАННА НА ПЕРЕМЕННОМ ТОКЕ
В начале прошлого века возникла новая наука — электрохимия. Ее крупным разделом явилась гальванотехника, основоположником которой был знаменитый руссний физик и крупный изобретатель академик Б. С. Яноби. В октябре 1838 года в Петербурге на заседании Российской академии наук он доложил об открытии им гальванопластики. Русский ученый первым применил явление электролиза для практических целей.
Ныне гальванотехника стала отраслью промышленности. С помощью электролиза полируют и хромируют металлы, защищают их от коррозии, ржавления, получают алюминий, магний и другие металлы. Все процессы осуществляют на постоянном токе.
Мы познакомим вас с приемами гальванотехнических процессов на... переменном тоне.
ЭЛЕКТРОХИМИЧЕСКОЕ ТРАВЛЕНИЕ
Работу начните с подготовки оборудования. Подберите соответствующий стеклянный сосуд для гальванической ванны, трансформатор, понижающий переменный ток с 220 до 4—б В; две металлические пластины (из меди или железа) и две штанги — два металлических стержня.
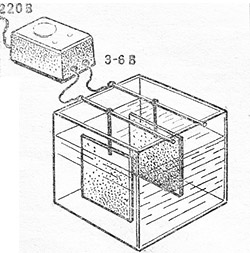
Перед опытом нагрейте пластины и покройте их тонким слоем воска или парафина. Затем острой деревянной палочкой нанесите на воск любой рисунок — пейзаж, портрет, текст — и навесьте пластины на штанги. Рисунки должны «смотреть» друг на друга, а расстояние между ними должно быть 15 — 20 мм. Укрепите штанги на ванне и залейте в нее электролит — раствор воды с поваренной солью (из расчета две столовые ложки соли на литр воды).
Включите ток. Через 30—40 минут можете вынимать пластинки из ванны. Вам останется нагреть их до 60—80°, удалить тряпочкой расплавленный воск — и перед вами будет тот рисунок, который вы нанесли перед опытом.
ОСАЖДЕНИЕ СЕРЕБРА
В этой же ванне можно провести еще один любопытный опыт — с осаждением серебра. Известно, что в малых количествах оно содержится в фиксаже, отработанном при проявлении и печатании фотоснимков.
Подвесьте на штанги две маленькие медные или железные пластинки, налейте в ванну отработанный фиксаж и включите тон. Через 50 — 70 минут, вынув пластинки из ванны, вы заметите на ник осезшее серебро.
|




