 Вообще – то я купил эту блесну, что называется «для прикормки». Будет ловить – хорошо. Ну а нет- такую и потерять не жалко. Но неожиданно блесна оказалась необычайно уловистой. На нее с одинаковым успехом клевали окунь и щука, не брезговали ею жерех и судак... Работу блесны отличала низкая частота вращения лепестка в сочетании с мощной акустической волной и необычный визуальный эффект. Вот только из продажи эти блесны исчезли также внезапно, как и появились. Ну да ладно, значит, сделаем блесны сами. Для начала определимся, что мы и в каком количестве будем делать. Та микадовская «единичка» по меппсовской классификации тянет как минимум на третий номер. Стало быть, расширим линейку на пару номеров в меньшую сторону, а всего ограничим ее четырьмя типоразмерами. Теперь подумаем над самой технологией... Блесна имеет сложную, «выпукло-вогнутую» форму. Штамповать такую в один заход в домашних условиях будет несколько сложновато, да и соответствующую оснастку можно изготовить лишь на промышленном предприятии, связанном с металлообработкой. Поэтому процесс формовки проведем в два приема, выдавливая сначала выпуклые, а затем вогнутые части лепестка. Но сначала изготовим пресс-форму и подберем материал... Пресс-форма (фото 2) отфрезерована из стали и имеет вид бруска с размерами 80 х28 х14 мм, верхнюю сторону которого образуют две плоскости, сходящиеся под углом 160 градусов и образующие ребро. Ближе к краю сквозь ребро проходит отверстие, в него будет входить шарик при штамповке вогнутой части лепестка. Всего пресс-форм четыре — по количеству типоразмеров блесен, и различаются они лишь диаметром отверстия. Готовые пресс-формы подвергнуты закалке с последующим отпуском. Теперь о выборе материала. Заманчиво, конечно, было бы использовать листовую латунь, она мягче и пластичнее... Но зная нашу всенародную любовь к цветному металлу, я все-таки решил использовать нержавеющую сталь, ведь ее найти значительно проще. Для изготовления лепестков со второго по четвертый номер я использовал сталь толщиной 0,8 мм, а для «единички» — 0,5 мм. Берем полоску стали соответствующего размера, накладываем ее на пресс-форму и вдавливаем все это в тисках в кусок твердой резины (фото 3). Только учтите, тиски должны быть мощными. Усилие, которое нам надо приложить, весьма значительное! Смотрим, что получилось (фото 4, 5). Если на заготовке четко отпечаталось ребро и контуры будущей вогнутой части, то задача выполнена успешно.  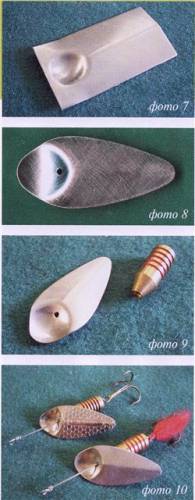 Теперь берем шарик от подшипника и все в тех же тисках вдавливаем его в нашу заготовку в том месте, где на пресс-форме находится отверстие (фото 6). Только следим, чтобы заготовка никуда не сместилась относительно пресс-формы! Для этого не лишним будет предварительно стянуть их струбциной или ручными тисками. Ну, вот, собственно, и все, будущий лепесток практически готов (фото 7).
Размечаем, отсекаем все лишнее, сверлим отверстие под ось (фото 8), шлифуем металлической щеткой для придания матового блеска, и можно начинать сборку (фото 9). Сам процесс сборки я описывать не буду. Те, кто хоть раз самостоятельно монтировал блесны, знают все не хуже меня. Замечу лишь, что я использовал тройники с самодельными вабиками (фото 10) и самодельные же точеные латунные грузики, которые вполне можно заменить на обычные свинцовые «оливки».
Тройники съемные. Для того чтобы была возможность сдвинуть грузик вперед и тем самым расстегнуть застежку, ось выполнена несколько длиннее обычной. Диаметр проволоки для ее изготовления: 0,5 мм для «единички» и 0,7 мм для всех остальных.
Все, блесна готова. Как видим, она практически ничем не отличается от оригинала и вполне достойно смотрится в компании с «фирменными» собратьями (фото 11). Осталось лишь опробовать ее на рыбалке.
Автор: В. Павлов
По материалам журнала «Рыбалка на Руси»
|




